הכל על יציקת ברונזה ופליז

ברונזה היא סגסוגת של נחושת ופח, לעיתים בתוספת סיליקון, אלומיניום ועופרת. זה יכול להיות בצבעים שונים, תלוי באחוז הרכיבים. ישנם מספר סוגים של ברונזה:
- נֶתֶך בְּדִיל וְעוֹפֶרֶת;
- אֲלוּמִינְיוּם;
- עוֹפֶרֶת.


ברונזה פח היא הסוג הנפוץ ביותר ובעל נזילות נמוכה. נוח ליצוק ממנו מוצרים בעלי מידות ספציפיות. מכיוון שהוא אינו זקוק לעיבוד נוסף. פליז הוא סגסוגת של נחושת בתוספת אבץ. בדרך כלל התערובת היא 70% נחושת, 30% אבץ. לפעמים נמצא פליז בהרכב של 50 עד 50.


היתרונות של ברונזה כוללים את הדברים הבאים.
- פּרַקטִיוּת.
- אפשרות לתרגול יציקה אומנותית בבית.
- עמידות גבוהה לגורמים סביבתיים.
- כמעט לא קורוזיבי.
- קלות עיבוד.
- עֲמִידוּת.
- מוליכות חשמלית ותרמית.


פליז עמיד מאוד בפני קורוזיה. הוא משמש כשכבת פני השטח של מתכות אחרות בייצור מבני מתכת.
היסטוריה של הטכנולוגיה
פליז יציקת, כמו ברונזה, הופיע לפני 12 אלף שנה. תחילה נעשו כלים ועיטורים מחומרים אלו, אחר כך כלים וכלי בית. פריטים עשויים ברונזה ופריטים עשויים פליז היו בשימוש נרחב בכל תחומי החיים. השיטות הראשונות לייצור ברונזה ופליז מקורן בעידן הקדום בעידן הקלאסיציזם. אנו יכולים להרהר ביצירות מופת רבות של אמנות של אותה תקופה עד היום. כרגע, סגסוגות הנמסות הנמוכות הללו משמשות בעיקר לייצור פריטים דקורטיביים לקישוט ויצירות אמנות.

סגסוגות נחושת בתוספת מתכות נמצאות בשימוש נרחב בייצור:
- פסלים ומזכרות;
- סורגים ואלמנטים אחרים של גדרות;
- גדרות ושערים;
- פרטי פנים;
- בקישוט של נברשות ופמוטים.



עם הזמן שופרה שיטת ההזרקה. ובעולם המודרני זה הפך להיות אפשרי להמיס ברונזה וחלקי פליז לא רק בצורה תעשייתית, אלא גם בתנאים ביתיים.
מוזרויות
יציקת פליז אומנותית היא כמעט אותה טכנולוגיה כמו יציקת ברונזה. להלן הדקויות של התהליך.
- טמפרטורת ההיתוך של פליז נמוכה למדי, בטווח של 880-965 C. זה מאפשר להשתמש בסוגים שונים של תנורים. אפילו מבער גז, זה מספיק כדי לבחור כלי בישול עמיד בחום. אבל לפעמים הטמפרטורה עולה ל-1070 C בגלל תוספים (לפליז מרובה רכיבים). נקודת ההתכה של ברונזה גבוהה יותר. לסגסוגת יש נחושת עם פח 900-950 C, ולברונזה ללא פח יש 950-1100 C. לסגסוגות ברונזה יש קשיחות גבוהה, לכן, כדי לשפר את איכותן, הם מחוממים ב-100 גבוה יותר. כדי לחסוך באנרגיה, עדיף להשתמש בתנורי אינדוקציה או כור היתוך.
- השלב העיקרי של היציקה הוא יציקת ההמסה לתבנית. משך התהליך לא יעלה על 2 דקות. אחרת, המוצר יהיה פגום. יופיעו פיצולים, כוויות ותפרים. הדבר יהיה פגום לחלוטין ולא שמיש. או יידרש עיבוד נוסף.
- עבור פליז, צריך להיות קירור הדרגתי אחיד, ללא שימוש בפתרונות מיוחדים. בעת קירור ברונזה משתמשים בנוזלי קירור.
- השלב האחרון הוא עיבוד החלק המוגמר.... זה נדרש להסיר מפרצים, sprues, הצפה. כדי לשמור על ההרכב ללא שינוי, מוסיפים שטפים לסגסוגת. הודות להם, ניתן להגן על פני השטח של ההיתוך ולשחרר את הרכבו. זה מפחית בזבוז על המוצר המוגמר.




ציוד הכרחי
להלן רשימה של הציוד העיקרי להכנת דמויות מחומרים אלו.
- צורת יציקה. עשוי מחומרים שונים.
- מִצבָּטַיִםכדי להסיר את החלק המוגמר מהתבנית.
- מַצרֵף להמסת המטען שבו. החומר ליצירתו הוא גרפיט וחימר.
- ציוד חימום, תנורים... ניתן להשתמש במבער גז ומיכל עמיד בחום כדי להמיס את הפליז.
- חומרי עזר שונים: פחם, לזייף

יש צורך להשתמש ברצף קפדני של טכנולוגיה. ראשית, הנח את כור ההיתוך על הכבשן, ולאחר מכן הכנס לתוכו חתיכות מתכת. כשהתערובת נמסה לחלוטין, התערובת משנה את צבעה. לאחר מכן, באמצעות ציוד מיוחד - מוציאים כור היתוך מהכבשן עם מסרגה ויוצקים בזהירות את ההיתוך לתבנית יציקה. לאחר קירור מוחלט, החלק מוסר באמצעות מלקחיים ועובר עיבוד סופי.

סקירת דגמי יציקה
לפני שתתחיל ליצוק את המוצר המוגמר, תחילה עליך ליצור סקיצה של הצורה העתידית. הציור מבוצע על ידי אמני אמן מיוחדים. לאחר מכן תיווצר לאורכה תבנית יציקה, אליה יוצקים את ההיתוך העיקרי. יצירת תבנית יציקה היא משימה קשה ואחראית למדי. לשם כך, נעשה שימוש בקומפוזיציות מיוחדות עבור דפוס, כלים והתקנים. הדגם המוגמר ממלא תפקיד מרכזי בכל התהליך הטכנולוגי. החלל הפנימי שלו צריך להיות העתק מדויק של המוצר המוגמר באמצעות תבניות שעווה אבודות. יוצקים לתוכו תמיסה מותכת, אשר לאחר מכן, בהיותה בפנים, מתקררת ומקבלת את צורתה הסופית.

לתת יציבות, כדי שבמהלך השפל של ההמסה לתוך התבנית היא לא תתמוטט, להשתמש בצלוחיות. זהו מכשיר מיוחד העשוי משני חלקי חיבור מלבניים, בדומה לקופסה. בדרך כלל עשוי מעץ או דיקט. בצלוחיות מתכת מתבצעת לא רק יצירת תבנית היציקה, אלא גם היציקה עצמה. דגמים לייצור פליז וברונזה ניתנים לשימוש חוזר וחד פעמי. זה תלוי ממה הם עשויים.


חומרים (עריכה)
שנהב, עץ, טיח ופולימרים. פלדה משמשת גם לייצור תבניות לשימוש חוזר. החומר הפלסטי הפחות נפוץ משמש ליצירת דגם יציקה.בבית, ההיתוך לרוב יצוק לתבנית גבס שאינה ניתנת להפרדה. לאחר שהסגסוגת התקררה והתקשה, הצורה נשברת בעדינות לצורה מוגמרת עם פטיש מיוחד.

קונסטרוקציות
מבחינה מבנית, תבניות יכולות להיות משלושה סוגים.
- נָתִיק. זהו מבנה המורכב משני חלקים או יותר, המחוברים לאורך משטח ישר או מורכב. מתנתק כדי לאחזר את המוצר המוגמר. משמש לרוב בייצור לשימוש חוזר.
- חתיכה אחת... כדי לחלץ את החלק המוגמר, הוא נשבר עם פטיש. מתאים לשימוש חד פעמי בלבד. זה נעשה עבור מוצר ספציפי על פי סקיצות. הוא משמש לעתים קרובות בייצור ביתי. טיח הוא המתאים ביותר ליצירת צורות כאלה.

- מיוחד... זוהי תבנית מורכבת או תבנית שלד. שונה ברכיב גדול. נוצר כדי להמיס צורות מורכבות.
הדקויות העיקריות של הליהוק
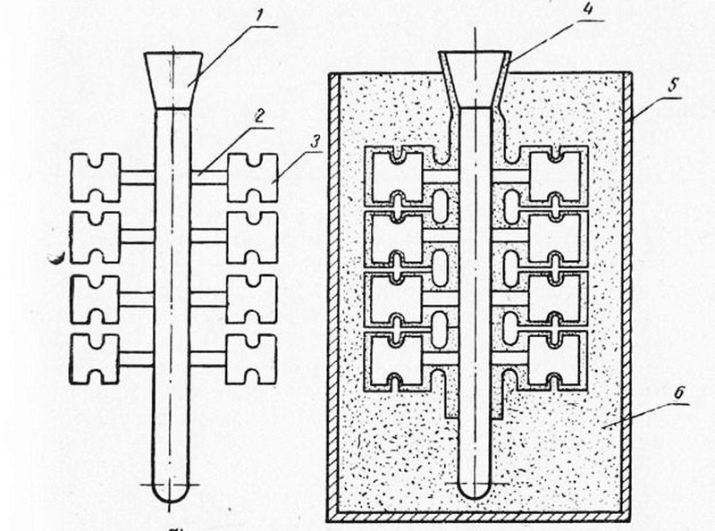
יציקה צנטריפוגלית
שיטת יציקה זו משמשת לייצור חלקים וציוד עבור הנדסת מכונות ומגזרי תעשייה אחרים. הטכנולוגיה מבוססת על כוח צנטריפוגלי. זה מופיע עקב הסיבוב של דגם הליהוק. סוג זה של יציקה משמש בעיקר לייצור גופי מהפכה. גיבוש יכול להתבצע על ידי מכונות יציקה אנכית ואופקית. במכונות עם ציר סיבוב אופקי, הם מייצרים:
- ספינות;
- תותבים;
- טבעות.

במכונות בעלות ציר סיבוב אנכי, מתבצעות הפעולות הבאות:
- מדחפים;
- גלגלי תולעת;
- הילוכים.


במהלך תהליך היציקה, החול נדחס ואלמנטים זרים נדחפים החוצה.
ליהוק אמנותי
בבית, השתמש בשיטה זו להכנת ברונזה. אבל לסגסוגת הנחושת הזו יש נזילות גבוהה, ולכן היא אינה ממלאת לחלוטין את התבנית, בניגוד לסגסוגת הפליז. בגלל זה, הדפוס המיועד על פני החלק מטושטש. כדי לתת בהירות, נעשה שימוש בטביעה. זהו תהליך די מייגע וגוזל זמן. אבל באותו זמן, הרגע היצירתי ביותר של הליהוק האמנותי. איכות המוצר הסופי תלויה ברמת ההטבעה שבוצעה.

שלבי ליהוק אמנותי:
- יצירת סקיצה ורישום עבודה;
- ייצור מבנה ליצירת תבנית יציקה;
- ייצור דגם יציקה;
- הכנת הדגם;
- המסת המטען;
- יציקת מסת יציקה לתוך דגם היציקה;
- הִתקָרְרוּת;
- מיצוי מהדגם;
- עיבוד המוצר המוגמר עם מכונת שחיקה, לפעמים משתמשים במברשת מתכת.






רכיבים בודדים מוגמרים משולבים למוצר אחד אם, על פי העיצוב הסופי, הוא צריך להיות יחיד, אך מורכב ממספר חלקים. לאחר מכן הדמות המוגמרת המתקבלת מעובדת להסרת פגמים קלים, ומכוסה בשכבת הגנה עליונה.
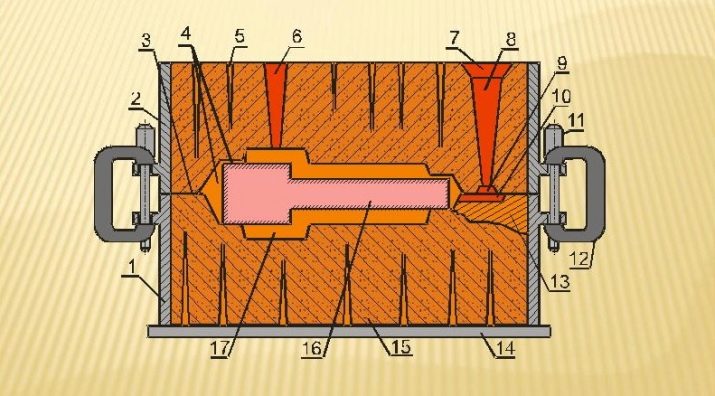
הזרקה
שיטת יציקה זו מבוססת על השפעת עודף לחץ ואקום. העיקרון של מכבש משמש, ההמסה מוזנת לתוך תבנית ההזרקה בלחץ עודף. המערכת הפנאומטית או ההידראולית פועלת על הבוכנה. בשל המהירות הגבוהה בה מסופקת ההמסה בצמיגות גבוהה, נוצר לחץ יתר, התבנית מתמלאת לחלוטין.
לאחר מכן, על ידי שאיבה ואקום, מסת התבנית זורמת לתוך חלל התבנית. יש לו קירות דקים מוקפים במים קרים. הקירור נע מהקצוות למרכז. ההמסה נמשכת פנימה במשך פרק זמן מסוים. ואז הלחץ מנורמל, והשאריות העודפות של מסת הדפוס זורמים במורד הקירות.

עקב התכווצות לאחר הקירור ניתן להוציא את המוצר בקלות מהתבנית. בשל אוטומציה, התבנית מתמלאת בהמסה בשבריר שנייה, מה שמפחית משמעותית את זמן הייצור של החלקים ומהווה יתרון ללא ספק של שיטת יציקה זו. ללא קשר לשיטת היציקה בה נעשה שימוש, יש להקפיד על אמצעי זהירות בייצור מוצרים מברונזה ופליז.
- בעת עבודה, אתה צריך להשתמש משקפי מגןכדי להגן על העיניים שלך מפני טיפות של חומר מותך ואדים.
- לפני תחילת פעילות, כדאי לשים כפפות עשוי מחומר מיוחד עמיד בחום.
- החדר חייב להיות מאוורר היטב ומאוורר, שכן במהלך ההיתוך של סגסוגות אלו, משתחררים גזים המזיקים לבני אדם.
- לא צריך לאפשר מגע של חומרים דליקים ונוזלים עם מכשירי חימום.
- נחוץ עקוב בקפדנות אחר הטכנולוגיה של התהליך. מאז ההפקה הזו די טראומטית.


למידע על אופן הכנת פסלי ברונזה, ראה את הסרטון הבא.








